The US Bayonets M1905 and M1
World War Two Production
Parts and Markings
Please Note: All photographs are of items in my personal reference collection, so I am sure there are some marking variations that I do not show. I have changed my normal use of color photos to black-and-white in order to show some details more clearly. To do so, the photos are much lighter than the item really is in order to show the marks and details, and some are slightly enhanced for more visibility. Not all of the markings are as clear as I might like, but in general I hope that you find that the photos encourage you to take a closer look at the bayonets in your personal collection.
Basically the parts of the Model of 1905, M1905 and M1 bayonets are interchangeable. However, all of the parts other than the scabbard catch and spring were modified either before production of the M1905 began or very shortly afterward. Most of these changes were implemented to help speed production and lower costs. As is to be expected of wartime production by firms who in most cases had no experience in making a product of this nature, fit and finish are crude compared to pre-1922 production.
For everyone's convenience, here are the official part numbers and nomenclature taken from Technical Manual 9-1270 titled Ordnance Maintenance: U.S. Rifles, Caliber .30, M1903, M1903A1, M1903A3 and M1903A4, dated 20 January 1944..
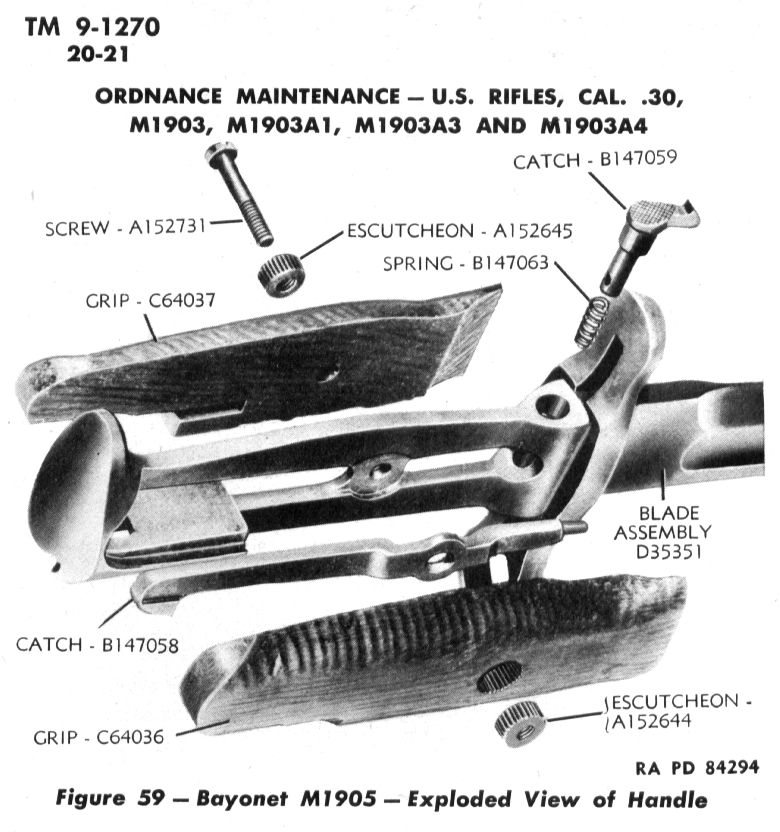
Exploded View of the U.S. Bayonet, M1905
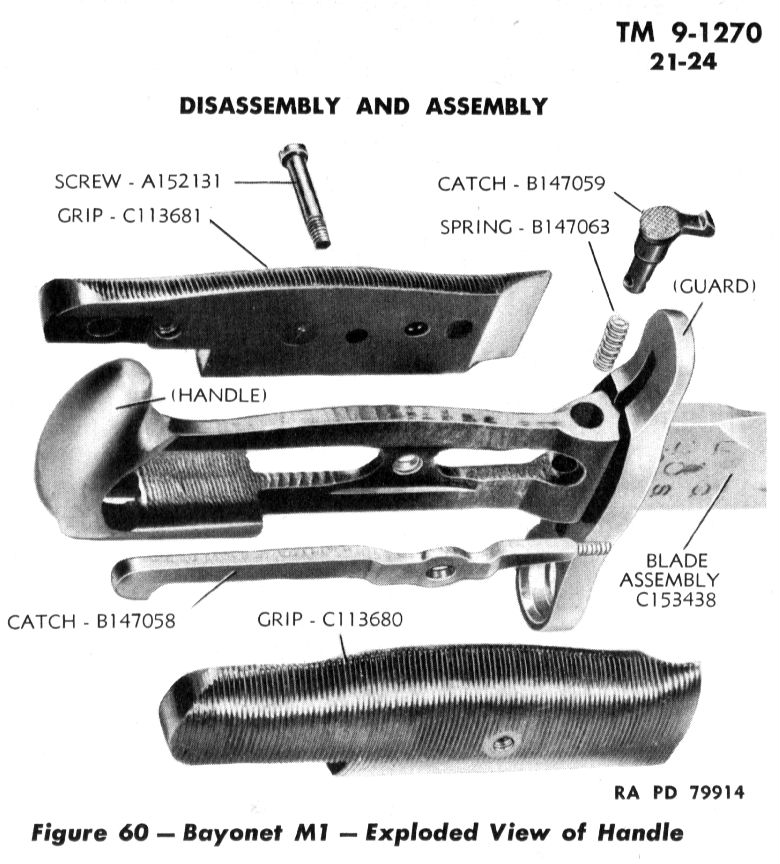
Exploded View of the U.S. Bayonet, M1
The Blade
Initially there was no difference in the blade of the M1905 bayonet as compared to the Model of 1905 (other than smoothness and quality of finish). That changed quickly however, with the specifications for the fuller shape being changed from "square" to "round". The square (or rectangular) fuller had been used on the Model of 1905 bayonet, and was fairly wide with an essentially flat bottom and nearly vertical sides. The square fuller style was used on early production by Oneida Ltd. (OL), Pal Blade and Tool (PAL), Union Fork and Hoe (UFH), and Utica (UC). I have not seen a specimen of either American Fork and Hoe (AFH) or Wilde Drop Forge and Tool (WT) with the square fuller, but they may well exist.
![]()
Square Fuller on a 1942 dated Utica Cutlery M1905 Bayonet
Shortly after production began, authorization was given to change the fuller shape to a round bottom style in order to simplify the tooling needed and speed production. The width and depth of this fuller varied somewhat from maker to maker and from time to time. All 6 makers changed to some version of the round fuller by late 1942.
![]()
Round Fuller on an AFH M1 Bayonet
Although the point shape on the M1905 bayonet was a spear point as had been standard on the Model of 1905, the exact shape does vary quite a bit. This difference was simply a matter of the individual company and grinder, and is not an official variation.
As an example, the report of Inspector C.H. Franklin on his visit to PAL on December 9, 1942, he stated: "Points of bayonets need additional sharpness. Instructions were given them by the Resident Inspector to immediately improve blade sharpness at the extreme point, and this was done, the writer personally looking over improved blades before leaving."
From observation of specimens in my personal collection, it appears that most of the manufacturers needed these instructions. By the time the M1 bayonet went into production, the point shape was fairly well standardized.
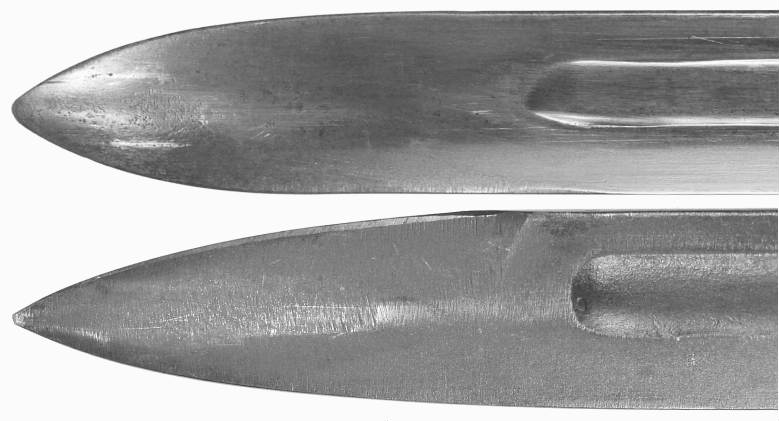
Above: Blunt Point on a M1905 by Utica dated 1942
Below: Sharp Point on a M1905 by PAL dated 1943
There was also considerable variation at first in how sharp the blade edge was to be. A balance had to be struck between the troops wanting a very sharp edge and user safety during training and exercises. Utica Cutlery was directed to manufacture 15 M1905 bayonets with blades sharpened to the agreed on standard, for issue to the various makers and Ordnance Districts as pilot models to guide inspectors.
Maker Markings
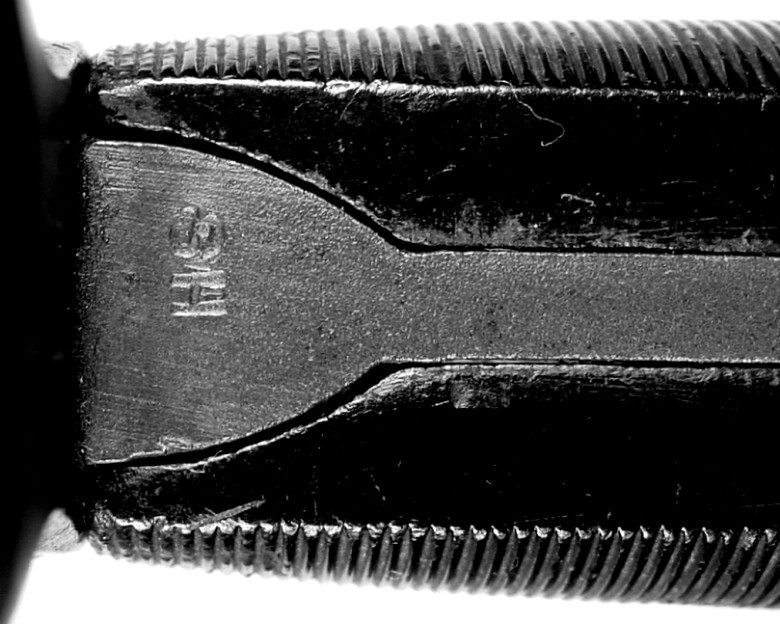
Maker identification markings were required by Ordnance, and appear vertically oriented on the left ricasso. Initially each marking was to include the initials of the maker, the Ordnance Shell and Flame flanked by the letters U.S. to show that the bayonet was US Property, and the date of manufacture. At approximately the time of the changeover from M1905 production to M1 production, the requirement for the date was eliminated.
From time to time, there were slight changes in the marking as new Master Dies were made. In general, the markings of each maker changed only when the date changed, or when the date was eliminated. Each maker used a fairly distinctive Ordnance Shell and Flame, some with the old (WW1) style in which the flames spread out from each other, and others used the newer style more common during WW2 where the flames came to a point.
![]()
Markings Used by American Fork and Hoe. Note that they used the old style Ordnance Shell and Flame where the flames are separated at the top.
![]()
Markings Used by Oneida, Ltd. Oneida used the 2nd type Shell and Flame, with the flames coming to a point.
![]()
Markings Used by Pal Blade and Tool. Pal used a variation of the 1st type Shell and Flame with the wider flames but turning toward the center at the top.
![]()
Markings Used by Union Fork and Hoe. UFH used a very crude version of the Shell and Flame with simple lines for the flames.
![]()
Markings Used by Utica Cutlery. Utica used the 2nd type Shell and Flame.
![]()
Markings Used by Wilde Drop Forge and Tool. Wilde used two very different marks, a rather crude looking stamping with the 1st type Shell and Flame in 1942 and a much neater version with the 2nd type Shell and Flame in 1943.
On most UFH M1905 production, there is an Ordnance Shell and Flame stamped on the right ricasso. The stamping is normally light, and if the bayonet was subsequently refinished (such as during the shortening process), it may be very difficult to see. This apparently was discontinued about the time M1 production began.

Ordnance Shell and Flame as found on the right ricasso of M1905 production by Union Fork and Hoe.
On some M1905 production by Oneida and Utica, the Ordnance Escutcheon was stamped on the right ricasso. This stamping was usually poorly done, and the mark is almost never clear or complete.
![]()
Ordnance Escutcheon stamping as found on the right ricasso of some M1905 production by (left) Oneida and (right) Utica Cutlery. At the far left is a drawing of the Ordnance Escutcheon for comparison.
It is believed that the above two markings represented final inspection and acceptance of the bayonet by Ordnance inspectors. Although I have not noted such marks on AFH, PAL, or Wilde production, they may well exist.
There are of course markings on the right side of the ricasso that indicate which company shortened the blade from 16 inches to 10 inches. Those marks will be shown and discussed later when the M1905E1 is discussed.
The Hilt
Although not a technically correct definition, I am going to loosely call the area to the rear of the guard the hilt, to include the tang and pommel.
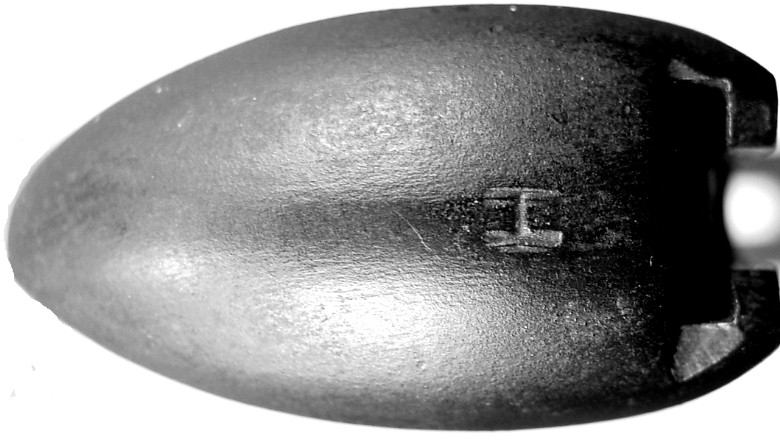
The only notable change that I have found in this area (other than of course being more roughly cut and finished than that of the Model of 1905) is the dropping of an undercut area under the top flat of the pommel. I have done some research and to date have not satisfied myself as to the purpose of this cut. In the photo that follows, the cut can clearly be seen in the upper two, while the lack of the cut is seen in the lower hilt. It might also be noted that the finish of the "beak" area of the pommel is quite different, but this is only the individual workman involved. It must be remembered that a serviceable bayonet was the primary goal, not a high level of finish.

Top: Hilt of a Model of 1905 Bayonet made by Springfield Armory in 1906
Center: Hilt of a M1905 Bayonet made by Utica Cutlery in 1942
Lower: Hilt of a M1905 Bayonet made by Utica Cutlery in 1943.
Model of 1905 hilts were normally marked with numbers and letters which apparently indicated the supplier and lot number of the steel. Most of the M1905 and M1 bayonet hilts in my reference collection are unmarked, with the occasional exception of the letters H or HS, which are sometimes found. The only reference I have found to the meaning of this mark is from the report of Captain Arthur G. Snyder dated February, 1944:
"The District (Cleveland Ordnance District - GMC) raised the question regarding the recent order to open fifty-one boxes of reworked bayonets, unwrap and segregate all bayonets of Pal Blade manufacture. This question was referred to the operating section and it was found that Col. Hatcher of Field Service Division, Maintenance Branch, had ordered that Pal Blade bayonets be segregated for heat treatment and re-marking. It was also found that current Pal Blade bayonets are being marked with letter "H" so they could be distinguished from those of earlier manufacture."
It has been assumed that the H marking found on various bayonets indicates a change in heat treatment, but that is still not certain. The H is normally found on the top flat of the tang just in front of the lug slot, but has also been seen on the butt of the pommel. Just to further confuse the issue, I have yet to note a Pal Blade bayonet with the H, but have two with the letters HS on the top flat of the tang just behind the guard. However, those are M1905s dated 1942 and 1943 which would not be those mentioned in the quote above. It is possible that the HS may refer to those which had been re-heat treated, but that is only a guess.
![]()
H mark found on the upper tang of an AFH M1 bayonet.
H mark found on the pommel of an UFH M1 bayonet.
HS mark found on the upper tang of a PAL M1905 bayonet dated 1942.
The Guard
There was one significant change to the guard, which must have occurred either before production of the M1905 began or extremely early in that production, as I have yet to note a WW2 marked guard without the change. The barrel hole of the Model of 1905 bayonet is a straight-sided hole, simply drilled directly through the guard. On the M1905 and M1 bayonets, the guard is counterbored from both sides, leaving only a small ring of the proper diameter in the center. I have not found any documentation as to why this was done. It has been speculated that it made it quicker to fix the bayonet to the rifle as the ring would center itself over the barrel more readily, but if that is the case, why were both sides counterbored?
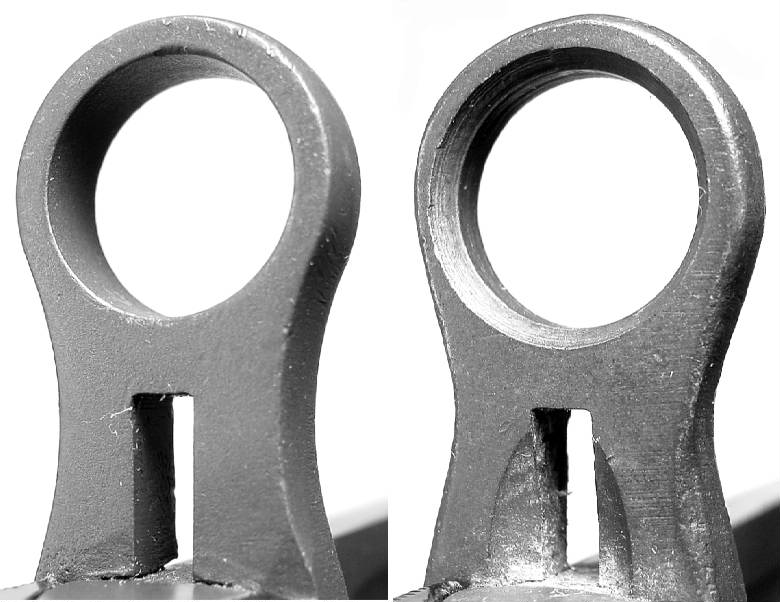
Left: Barrel hole of a Model of 1905 bayonet by Springfield Armory dated 1920.
Right: Barrel hole of a M1905 bayonet by Pal Blade dated 1942.
Note also that the cut through the guard for the scabbard hook on the Pal specimen is dished from the grip side. This also appears on the cut made for the scabbard catch, and only Pal guards show this feature. The reason for this is assumed to be due to the machining setup that Pal used to make the cuts.
All makers, other than AFH, marked the guards of their manufacture. AFH guards are totally unmarked. I have seen a few unmarked guards on makers other than AFH, but whether some makers discontinued the practice, or if the unmarked guards are later replacements during rebuild is unknown. These markings are usually found on the grip side of the guard, so it cannot be read without removing the grip. Wilde Tool marked theirs on the blade side of the guard. During the shortening process of the Model of 1905 bayonet to M1 length, it was not uncommon to replace the guard with a M1905 type guard, or with a guard from another maker.
![]()
Guard Marking Used by Oneida, Ltd.
![]()
Guard Marking Used by Pal Blade and Tool.
![]()
Guard Marking Used by Union Fork and Hoe.
![]()
Guard Marking Used by Utica Cutlery.
![]()
Guard Marking Used by Wilde Drop Forge and Tool.
This mark is found on the blade side of the guard.
The Bayonet Catch
Model of 1905 catches are unmarked, and had a wider area at the point that the catch engaged the bayonet stud. They were stamped from bar stock and milled to final dimensions and are smoothly made and well finished. The hook end for about 1/2-inch was hardened in cyanide, which removed the finish leaving it bright. If the catch has been refinished this may not be visible, and many were refinished and reused in WW2 during the process of shortening the Model of 1905 bayonets to M1 length.
It appears this style catch (although more roughly finished) may have been carried over by one or more of the makers, although a change to a style that did not use the widened area at the catch appeared quite early. No WW2 marked wide catch versions have been noted by me, but there are unmarked versions that are more roughly made and appear not to be Springfield or Rock Island production.
![]()
Top: Model of 1905 Bayonet Catch by Springfield Armory. Note the color change at the left where the cyanide hardening removed the finish in the catch area.
Below: Unknown catch of Model of 1905 style but appears to be WW2 production. From an AFH M1905 bayonet dated 1942.
The standard catch used in the M1905 bayonet did not have the widened area at the contact point with the bayonet stud. Early versions were stamped and finish milled, but most were of plain stamped construction with only the round section where the catch enters the scabbard catch finished.
All makers (again with the exception of AFH) marked the bayonet catches of their manufacture. However, in early 1943 it was determined that Utica Cutlery had fully developed the process of stamping the catches and had the capacity to supply all makers. From about February 1943 (and possibly in some cases prior to that date) Utica supplied all bayonet catches used in the M1905 and M1 bayonets by all the makers.
![]()
Bayonet catch by Oneida, Ltd. Note that this specimen, although of stamped manufacture, still has a rudimentary widening of the catch area.
![]()
Bayonet catch by Pal Blade and Tool.
![]()
Bayonet catches by Union Fork and Hoe.
The top one is believed to be earlier, and the lower one is most commonly found.
![]()
Bayonet catch by Utica Cutlery.
By early 1943 this was standard in all M1905 and M1 bayonet production.
![]()
Bayonet catch by Wilde Drop Forge and Tool.
Another specimen has been noted with the marking on the other side.
The Grips:
Experiments had been made with plastic grip materials beginning in late 1941, and by April 1942 it had been determined that the grip material would be "a material similar to Durez No. 1905 with Rogers Board insert" (from United States Army Edged Weapons Report 1917-1945). Durez is a brand name of Phenol-Formaldehyde resin similar to Bakelite. Shortly afterward (June 29, 1942) this specification was written to include other similar thermoplastic resins as Plastic Bayonet Grips, Grade B of SXS-103 Phenolic-Molded Shapes for Small Arms Components. This material is often generically called Bakelite, although that is a brand name rather than a chemical name.
As this resin was expected to at times be in short supply, tests continued to be conducted of other plastic materials at Springfield Armory. Cellulose Acetate Butyrate (commonly called CAB) was allowed as an alternative material. After some time in field use, it was reported that CAB was not resistant to the solvents used to degrease the bayonets in the field and would dissolve the grips. About 100,000 CAB grips were manufactured before they were discontinued due to this problem in April 1943. From available evidence, it appears that most of these grips were used by AFH, with possibly some going to other makers. According to the edged weapons report quoted above, "Except for the disruption of production that would ensue for about one month while American Fork and Hoe Company was arranging for procurement of the other type of plastic, there was no reason for the continuing of cellulose acetate grips."
There are four makers of the bayonet grips in WW2 (possibly more, as one or two other marks have been noted but are so uncommon as to call into question their use in WW2). For many years I have been trying to identify the makers of the grip, including asking for help in a previous Bayonet Points column. Unfortunately, no one was able to be of assistance. Three of the makers of the grips are identified only by a logo or initials molded into the plastic - the other is entirely unmarked.
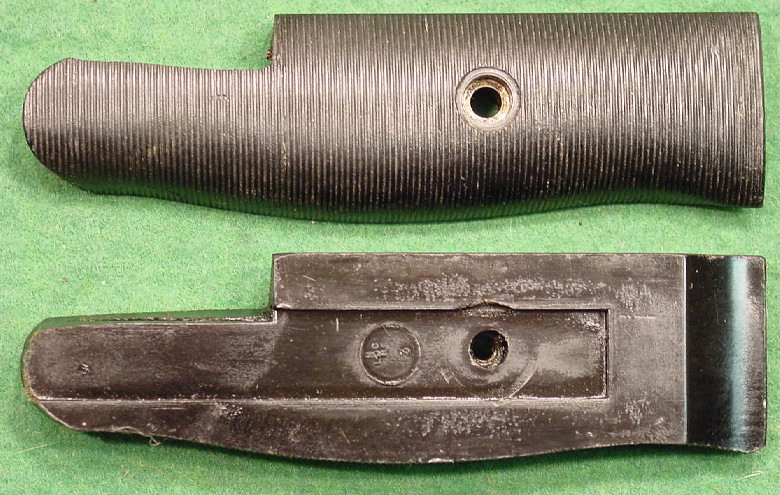
![]()
Marks found in WW2 M1905 and M1 Bayonet grips.
The numbers are believed to be mold numbers for quality control.
It finally dawned on me a couple of months ago that the black grips were Bakelite, and that there are a large number of Bakelite collectors. I did an Internet search, and among many hits, I found a museum devoted to plastics, The National Plastics Center and Museum is located in Leominster, Mass. An email to the Museum was promptly answered by the office manager, Ms. Doreen Ricker, who passed on my request for information to Mr. Keith Lauer the curator and "Plastorian" of the Museum.
Mr. Lauer, a World War 2 veteran, was kind enough to search his files and located a list of the logos and trademarks used by plastics companies from 1943 to 1948. From this list he was able to identify all three of the marks that I had found in the WW2 grips. My thanks and the thanks of all collectors go to Ms. Ricker and Mr. Lauer for their invaluable help in filling in another piece of the puzzle of militaria collecting.
AB: Auburn Button Works, Auburn, New York
Auburn made the black Bakelite grips, and also what appears to be a Bakelite grip but in a deep red brown color with black flecks or spots. The AB grip had about 24 grooves per inch.
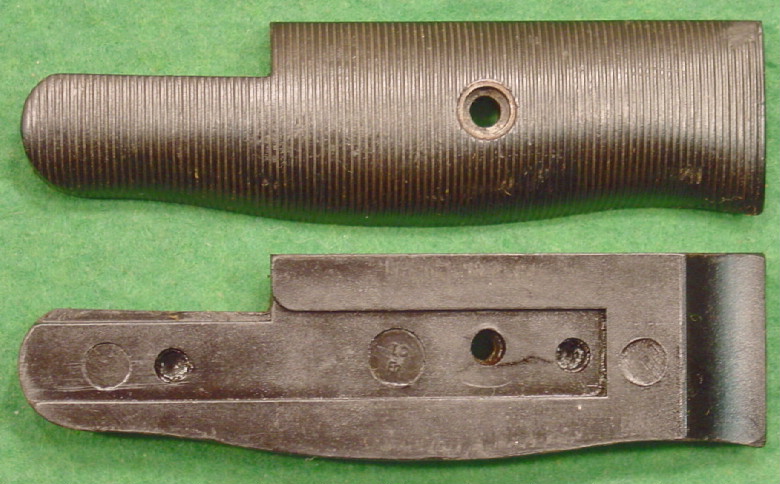
Black Bakelite grips manufactured by Auburn Button Works

Brown/Black Bakelite grips manufactured by Auburn Button Works
CPP: Columbus Plastic Products, Columbus, Ohio
Columbus Plastic made two types of the red CAB grips, the earlier plain type and the second with a re-enforcement plate in the left grip in the area of the screw hole when the first type proved to be prone to cracking in that area. These have about 27 grooves per inch.

Red CAB grips manufactured by Columbus Plastic Products. This is the first type without the re-enforcement plate around the screw hole.
Red CAB grips manufactured by Columbus Plastic Products. This is the second type with the metal re-enforcement plate at the screw hole.
N
LOC: Norton Laboratories, Lockport, New York
R
Norton Laboratories made Black Bakelite grips. They are very similar to those made by Auburn Button Works except they have a noticeably finer groove pattern - about 31 grooves per inch.
Black Bakelite grips manufactured by Norton Laboratories
Unmarked:
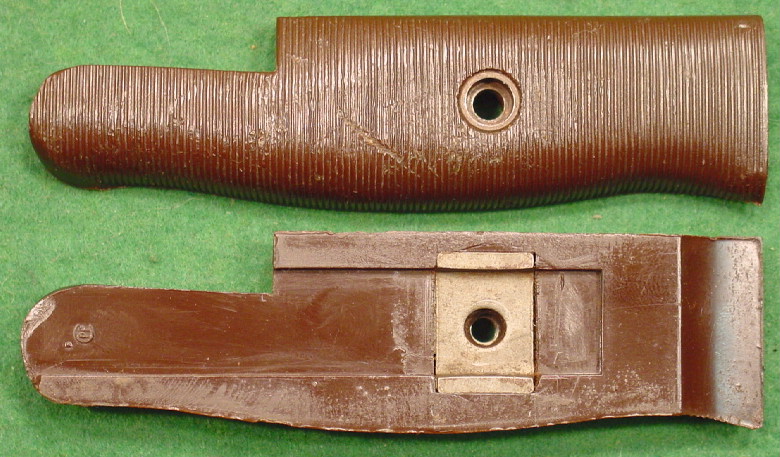
A version apparently used only by Wilde, this grip is about the same color as the Brown/Black version made by Auburn Button Works. However, both the left and right grips have a distinct black panel measuring about 1 7/8 inch by 3/4 inch in the center. This panel almost looks painted on, and does not extend through the plastic. The cause of or reason for this panel is not evident. These grips have about 24 grooves per inch.

Unmarked red grips with a black panel associated with bayonets manufactured by Wilde Tool.
All of the above reports referred to and the books are available on our Books For Sale and or Documents page.